Exothermic
Enhance Feeding of Riser by Exothermic Powder

Next

Prev
Exothermic Powder
Evaluation of Exothermic Powder
Ingot Casting introduction PDF file will bring you more
technical contents.

Ingot Casting
Download
Exothermic
Powder
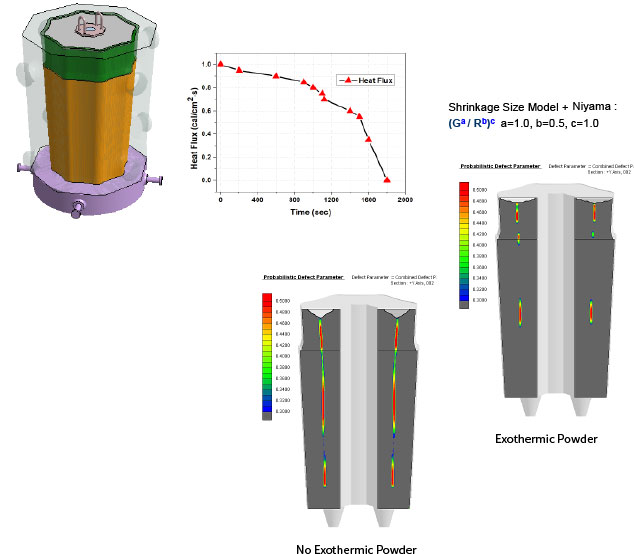
In order to control shrinkage defects that occur during solidification, the riser is installed in the area where the probability of defects is high, and the shrinkage defects are controlled through feeding. However, in the case of large ingots, a heating material is applied on the upper part of the riser to maximize the effect of feeding thereby controlling shrinkage defects.
AnyCasting can consider the heating effect by entering the ignition time, the temperature according to ignition time, or the heating rate at the time of ignition without a need for separate modeling. When setting the exothermic powder, the area is automatically applied to the upper surface of the riser.
Product Name : HOLLOW INGOT 20Ton
Melt Material : 4340 (AISI)
Exothermic : Sleeve & Powder
- Heating can be applied with modeling exothermic powder
- Heat setting by inputting temperature or heat rate according to ignition time
- In case of multiple pouring, the exothermic powder can be set between filling gaps