Deformation
Prediction of Deformation and Crack

Next

Prev
Casting Deformation
Crack Prediction
Eject Pin
Squeeze Pin
Heat Treatment Deformation
HPDC introduction PDF file will bring you more
technical contents.

HPDC
Download
Casting
Deformation
& Crack
Thermal deformation occurs due to the difference in the shape of the product and the temperature inside the product at the time of ejection, and cracks are frequently found due to the concentration of residual stress in a specific area. AnyCasting calculates defects from deformation and stress by using the FEM method of mesh.
FEM element division and calculation is done through anyTX by setting the casting temperature result from AnyCasting as an initial condition.
It proceeds by selecting the elasticity and plasticity calculation for the input series of temperature steps, and when selecting the elastic deformation, it is possible to check the deformation and stress change in each input temperature step section and the result of cooling to room temperature. When plastic defor mation is select, the calculation of the plastic deformation area, after the elastic section, is performed using the mechanical property DB up to room temperature.
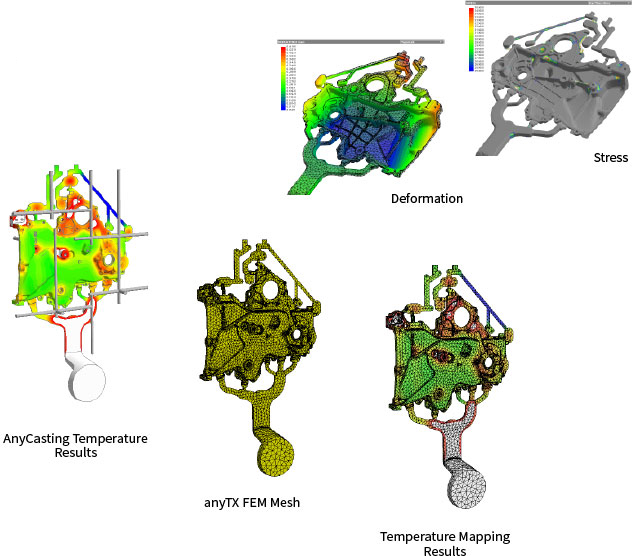
Temperature Calculation : AnyCasting
Temperature Mapping : anyTX
& Calculation
- Prediction of deformation and stress distribution due to temperature deviation during ejection
- Able to select elastic/plastic calculation solver
- Reduce defects by modifying cooling channel design and cooling water conditions in the mold to minimize deformation
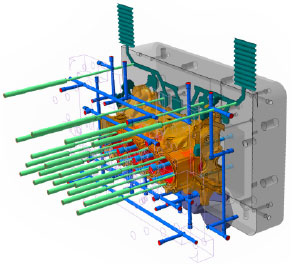
Eject Pin
When ejecting the project after casting, use the eject pin of the mold.
If the location or force of the eject pin is unreasonable, the eject pin may break or bend. AnyCasting’s Eject Pin feature calculated the safety factor of each pin by combining hydraulic force when using eject pin, pin location, pin length, and diameter information which enables safety verification during ejection. In addition, since it is a real-time result derivation, it is possible to check the result in real time when moving, adding, or deleting an eject pin.
- Does not require eject pin modeling and calculates from location information using safety factor
- User can quickly check results through real-time calculation
- Ease of finding the optimal eject pin position
Product Name : CYLINDER BLOCK
Melt Material : ALDC12 (KS)
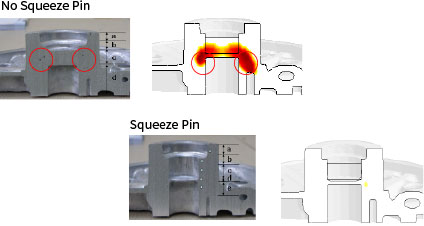
Squeeze Pin
In order to control shrinkage defects occurring in specific areas of the product, it is common to control the shrinkage behavior using cooling channels. When it is difficult to control shrinkage through cooling, or if the volume of shrinkage is excessively large, use a squeeze pin to mitigate and eliminate shrinkage defects in a specific area. The Squeeze Pin feature can predict through analysis how much shrinkage defect mitigation occurs by using a squeeze pin.
- Stress calculation and shrinkage mitigation effect due to pressurization
- Optimizes the maximum travel distance, speed and pressure start time of the squeeze pin
- Able to restrict the movement of the squeeze pin due to resistance while the melt is solidifying