

铸件变形
& 裂纹
铸件形态及开模时因铸件内温度差异而发生热变形,在特定区域残余应力集中,发生裂纹的情况在现场经常能看得到。AnyCasting以FEM方式计算铸造后因变形及应力产生的缺陷预测
FEM元素分割和计算是将AnyCasting的铸造温度结果设定为初始条件,通过anyTX来进行计算。
采用对输入的一系列温度补偿的弹性及塑性计算方式进行选择,选择弹性变形时,可确认输入各温度补偿区间的变形及应力变化和常温冷却时的结果。选择塑性变形时,使用常温位置的机械物性数据,计算弹性区间以后的塑性变形领域。
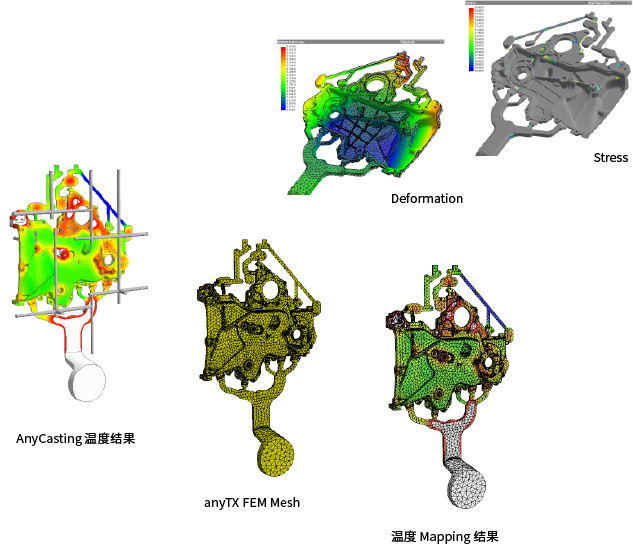
温度计算 : AnyCasting
温度结果Mapping
& 热变形计算 : anyTX
- 开模时温度偏差导致的变形及应力分布预测
- 可选择计算弹性·塑性求解器
- 为了最小化变形,修改模具内部冷却管道设计及冷却水条件来减少缺陷
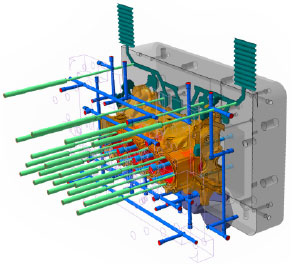
顶杆
高压压铸在铸造后铸件取出时使用模具的顶杆。
顶杆的位置或顶出力不适当时,会出现顶杆折断或弯曲现象。AnyCasting的顶杆功能是结合使用顶杆时的液压力,顶杆位置,顶杆长度及直径信息,计算各顶杆的安全系数,对取出铸件时可进行安全性验证。另外,从实时观察导出的结果,如顶杆的移动,数量增加,删除等信息。
- 无需顶杆三维模型,只需要以位置信息设定的安全系数
来进行计算 - 可实时确认计算结果
- 很容易设置顶杆的最佳位置
产品名 : CYLINDER BLOCK
金属液材质 : ALDC12 (KS)
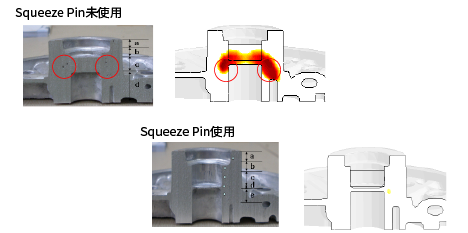
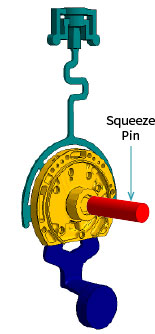
挤压销
为控制铸件内部特定区域出现的收缩缺陷,一般采用与冷却管道相同效果的控制凝固形态的方法。难以通过冷却管道等冷却系统控制收缩时,或因收缩体积过大的情况下,使用挤压销来缓解及去除特定区域的收缩缺陷。挤压销功能可利用分析来预测因挤压销产生的收缩缺陷去除情况。
- 加压时因加压产生的应力计算及收缩去除效果
- 优化挤压销的最大移动距离,速度,加压启动时间
- 加压中金属液凝固时可限制因阻力而移动的挤压销